BRONCE SINTERIZADO (AUTOLUBRICADO)

La sintentizacion de las barras se lleva a cabo dentro de una atmósfera controlada con alto contenido de hidrogeno. Las propiedades generales corresponden a la norma ASTM-B-438, grado I tipo I.
No someta los bujes a impactos o golpes, ya que se pueden quebrar. Durante el maquinado de las piezas es necesario vigilar que no se cierren los poros, ya que se disminuiría considerablemente su vida útil.
No se recomienda utilizar aceites de corte solubles que contengan solventes, si no aceites universales o en seco. Tampoco se deben usar lijas ni abrasivos para terminar los bujes. Sin embargo, la mejor forma es mediante bruñidores rotativos o baleadores que permiten, tolerancias estrechas, sin perjudicar la porosidad.
Su almacenamiento debe ser en lugares frescos y fuera del contacto con materiales absorbentes, a fin de evitar la perdida de aceite.
COMO OBTENER EL MEJOR PROVECHO
BAJAR LA VELOCIDAD. Se sugiere que sea de 200 a 400 s.f.m. (60 a 120 mts/min) o menor, dependiendo de la relación entre el tiempo de maquinado y la frecuencia entre afiliados.
EFECTUAR CORTES CHICOS. Dado que es material blando, los cortes mas adecuados son el desbaste, entre 1 y 3 mm. De profundidad y con avances de 0.1 a 0.4 mm por vuelta. Para el desbaste, el radio de filo deberá ser lo menor posible.
TERMINADO Y TORNEADO. Contrariamente a lo anterior, para el terminado es necesario aumentar el tamaño del buril y la velocidad de corte, así como disminuir el avance.

USO DE LIQUIDOS EN EL CORTE. No se recomienda el usar aceites sulfurados o sulfurados ya que atacan al cobre y su aleaciones.
REFRIGERANTES. Debido a la perdida de aceite después del maquinado, se aconseja sumergir las piezas en aceite a temperatura ambiente durante un día, o en aceite calentado a 60-70 grados centígrados durante una hora.
TALADRADO. Se recomienda utilizar herramientas de carburo de tungsteno, pues así se evita que se cubran los poros. Los cortes de terminación se deben realizar con avances de 0.002″ a 0.005″, con profundidad de 0.002″ a 0.004″ y con velocidades superficiales de 250 a 350 s.f.m.
Composición química Cobre 86.3-90.5 Estaño: 9.5-10.5 Carbono: 0-1.7 Hierro: 0-1.0 Se tiene existencia barras redondas desde 9.5 mm. (3/8) hasta 76.2 mm (3″) de diámetro y en largos de 88.9 mm (3 1/2).
BRONCE AL ALUMINIO CDA 954 (AMPCO)
Es uno de los bronces de más dureza y resistencia, por lo que es excelente para aplicaciones más demandantes. El proceso de solidificación continua garantiza calidad uniforme exenta de porosidad.
- * Alta resistencia al desgaste
- * Alta resistencia a la corrosión.
- * Reduce la fricción (es importante lubricar).
- * Excelente resistencia a ácidos corrosivos.
USOS:
- * Equipos industriales y de construcción.
- * Cuerpos de bombas, impulsores y turbinas hidráulicas.
- * Hélices para barcos.
- * Coronas, sinfines y engranes.
- * Bujes y pernos para mecánica pesada.
- * Guías de válvulas, pernos y bielas para motores diesel.
COMPOSICIÓN QUÍMICA NOMINAL.
Cobre: 83.0 min Aluminio: 10.0-11.1 Fierro: 3.0 – 5.0.
PROPIEDADES FÍSICAS: Carga a 3000 kgs.
Dureza Brinell: 170.
Resistencia a la tensión: 85.
Punto de fusión: 1880 F.
Conductividad térmica: 34 F.
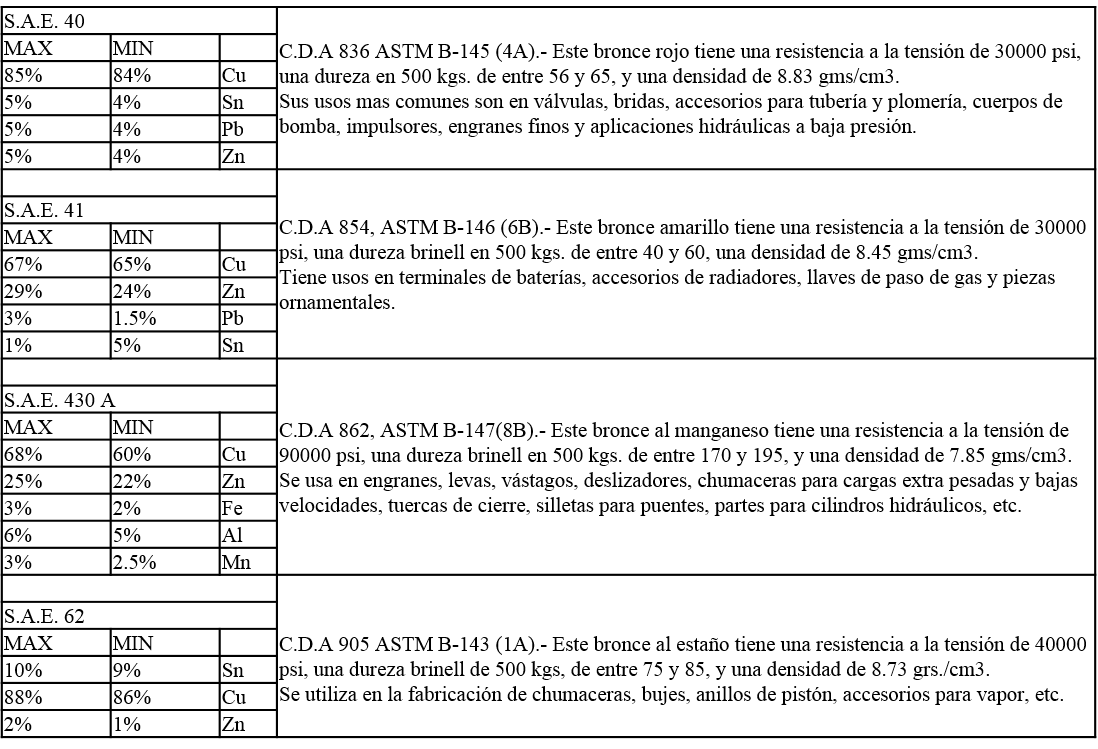
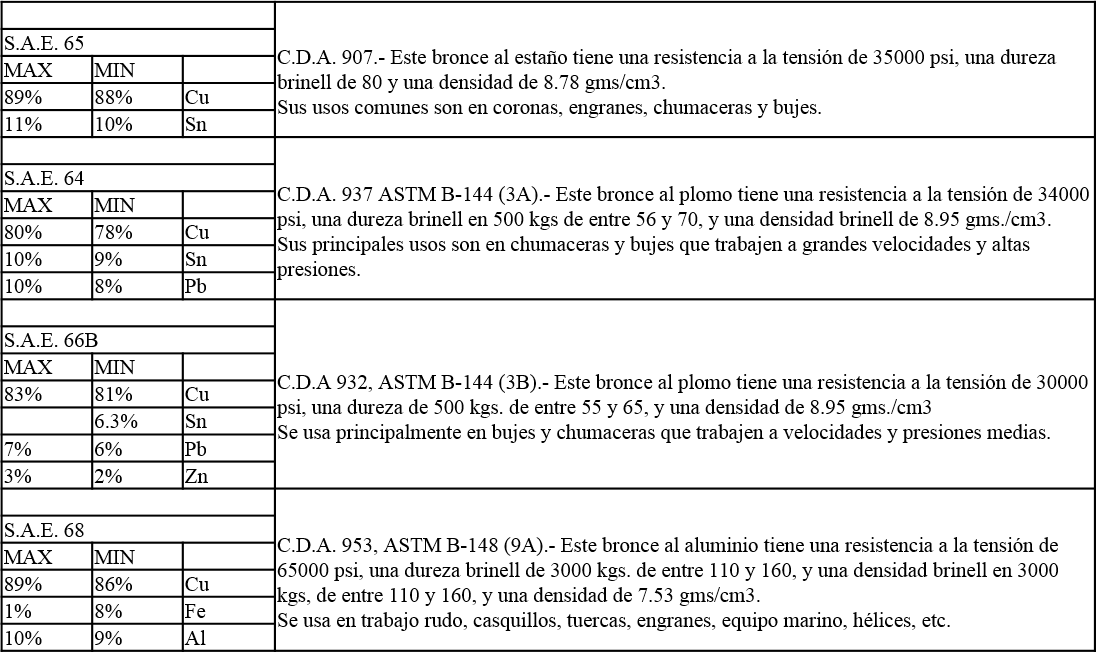
ALEACIONES Y CARACTERÍSTICAS DE NUESTROS BRONCES MAS COMUNES